- О компании
- Каталог
- Трубки из стекло- и углепластика*
- ВАЛЫ, ролики и втулки из углепластика*
- Трубки для ЦЕВЬЯ / СУПРЕССОРА / СТВОЛА*
- Углепластиковые трубки для ДРОНОВ*
- Трубки для ВЕЛОСИПЕДНЫХ РАМ*
- Углепластиковые трубки для ВЁСЕЛ*
- Трубки для АНТЕННЫХ МАЧТ*
- Трубки для стэдикамов*
- ГИБРИДНЫЕ, ПРЯМОУГОЛЬНЫЕ, СТЕКЛОПЛАСТИКОВЫЕ трубки*
- Прочность, намотка и узор трубок (заметки)*
- Листовой углепластик*
- ПАН-углеволокно*
- Вискозное углеволокно*
- Трубки из стекло- и углепластика*
- Применение
- Kонтакты
Прочность, намотка и узор трубок (заметки)*
Чем отличаются намотанные трубки от трубок, накатанных из углеткани:
Ссылки на Youtube-видео от американской компании РокВестКомпозитес, где в сжатом виде показаны процессы намотки и накатки, а также дано сравнение получаемых трубок:
- намотка
- накатка
"М-Карбо" производит трубки только методом намотки
Намотка позволяет максимально использовать свойства углеволокна, содержащегося в трубке
Все нити можно направить по заданной нагрузке, будь то изгиб, кручение, вибрация, сдавливание и т.д.
Каждый слой намотки может быть разным, например, внутренний - обруч, далее намотка 15 градусов, затем 10 градусов, а финишный слой 45 градусов и т.д.
Можно чередовать ровинг для каждого из слоев. Внутренний слой из ровинга 3к, затем сделать слой из ровинга 12К и т.д.
Трубка, накатанная из ткани, неизбежно содержит половину нитей (основа либо уток), которые бесполезны при заданной нагрузке (т.к. основа и уток перпендикулярны)
По этой причине для одной и той же нагрузки намотанная трубка может быть до 2 раз легче, и в ней все нити будут работать полезно. В основном это касается трубок со стенкой более 2мм
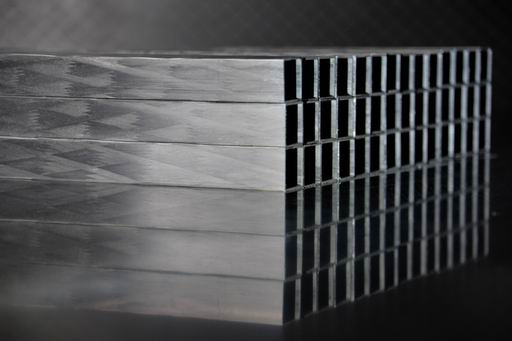
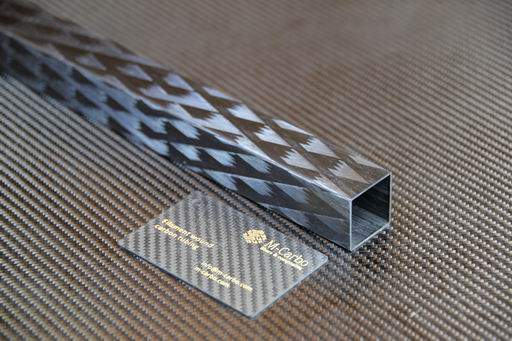
Трубки с кольцевым и прямоугольным сечением
Трубка с квадратным сечением прочнее трубки с круглым сечением (при равной массе) в разы. Теория - модуль сечения
Квадратную трубку сделать намного сложнее круглой. Кроме внутренней оправки нужна оправка внешняя, это значительно ограничивает предлагаемый диапазон размеров
 |
 |
 |
Оправки
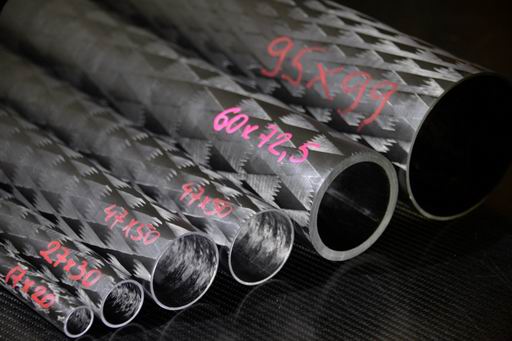
Образующий (исходный) размер для углепластиковой трубки - внутренний диаметр
Это диаметр оправки, на который наматывается пропитанный смолой углеродный ровинг
У нас есть оправки от 6 до 150мм, включая некоторые неформатные виды (дробно-дюймовые и велосипедные)
Тонкие оправки (от 6 до 12мм) позволяют мотать трубку не более 2000мм
Далее в зависимости от диаметра оправки максимальная длина трубки может быть от 2500 до 7000мм
 |
Намотка и шлифовка
Наматывая ровинг (нить) на оправку слой за слоем, мы добиваемся нужного внешнего диаметра (или толщины стенки)
Один слой намотки ровинга - это примерно 0,5мм толщины стенки трубки. Например, трубка 26х29мм - это 3 слоя ровинга
Для получения точного внешнего диаметра и красивого внешнего вида трубку необходимо шлифовать
 |
Сверху: исходная трубка без шлифовки после снятия бандажной пленки
Центр: начальная шлифовка (снятие минимального внешнего слоя, ок. 0,1мм)
Внизу: интенсивная шлифовка до нужного размера, снятие до 0,7мм от исходного диаметра |
Минимально возможная толщина стенки трубки - около 0,8мм (2 слоя ровинга 12К дают 1мм и дополнительно можно часть второго слоя сошлифовать)
По умолчанию точность шлифовки делаем в пределах +/- 0,3мм от номинального значения
Более точная шлифовка - по согласованию с клиентом
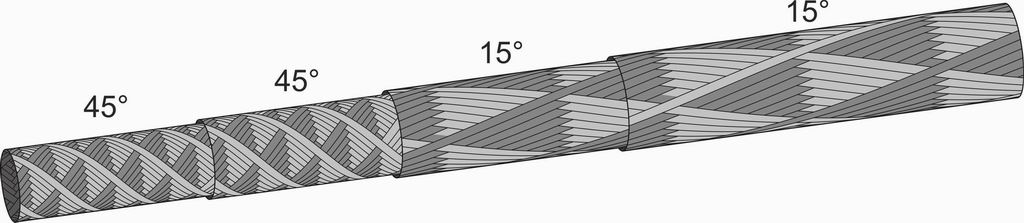
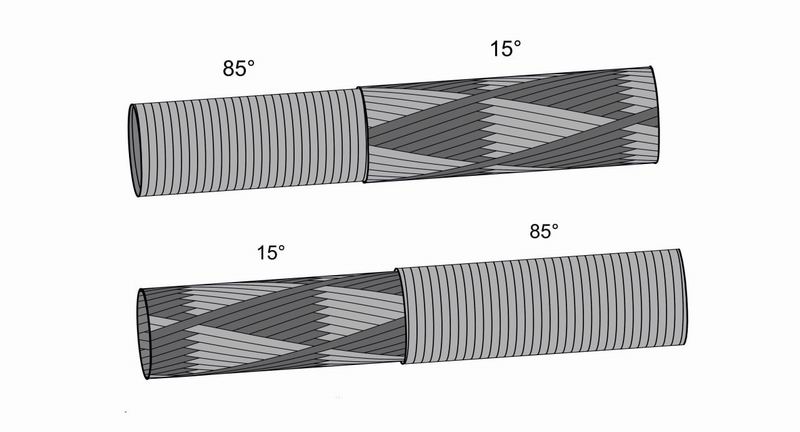
Угол намотки и его влияние на свойства трубки
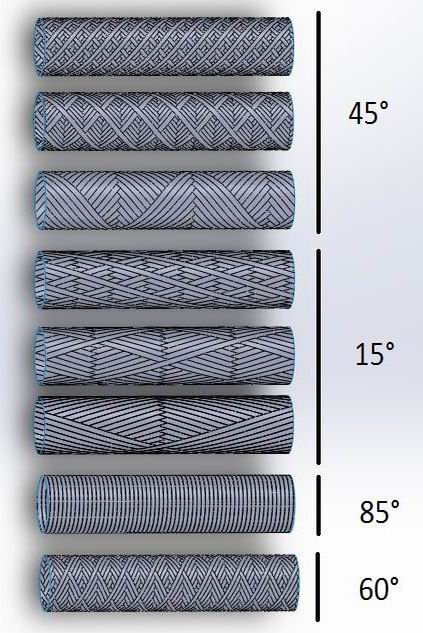 |
Для прочности на изгиб максимальная отдача от углеволокна - если намотать под углом 0 градусов к оси трубки. Это невозможно для намотки (но возможно пултрузией)
Для реального применения важно, чтоб была достаточная прочность и на сжатие (иначе трубка разламывается от сдавливания пальцами)
Поэтому мы мотаем трубки под углом от 10 до 15 градусов для нагрузки на изгиб (проекция прочности и на ось Х, и на ось Y)
Реализация прочности углеволокна - это проекция максимально возможного сопротивления на плоскость, в которой происходит работа
Когда важно отдать часть прочности на амортизацию резких движений (например, весло), тогда мотаем под углом 20-25 градусов
Для нагрузки на кручение оптимальным углом является 45 градусов (часть прочности работает на кручение, часть - на стабилизиацию трубки при вращении)
Для нагрузки на сжатие трубки снаружи, или для выдерживания большого давления изнутри трубку мотают под углом более 55 градусов
При намотке возможна (скорее обязательна) комбинация различных углов намотки от слоя к слою. Это позволяет оптимизировать физико-механические показатели трубки
 |
 |
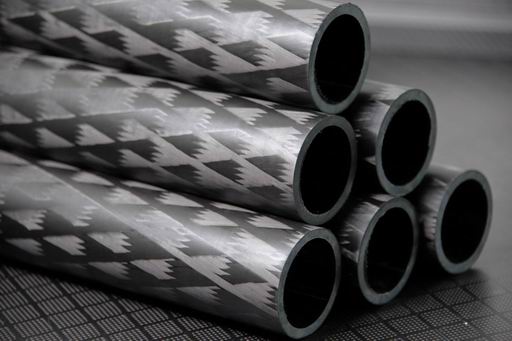
Узор намотки
Узор намотки, как правило, мы делаем на свое усмотрение, за исключением случаев, когда клиент требует согласования узора (и когда прочность и физмех вторичны)
 |
 |
 |
Угол намотки ровинга определяем совместно к клиентом, т.к он влияет на вид нагрузки для трубки (баланс изгиб/кручение)
Тип узора намотки можно определить по количеству и типу треугольников на ширину т.н. "развертки" намотанной трубки
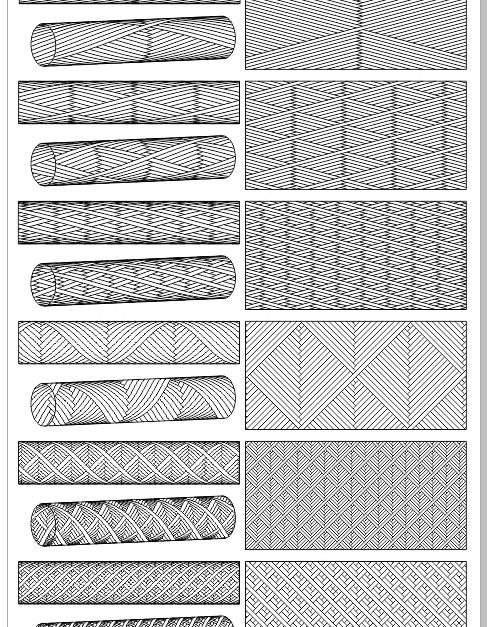 |
|
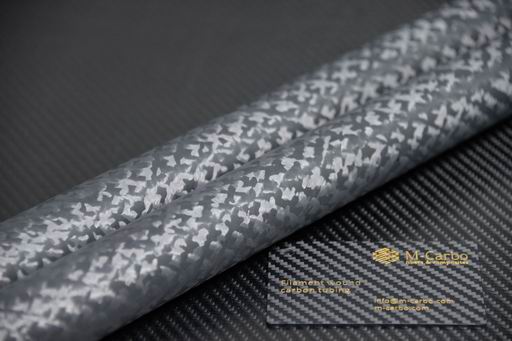
Интенсивная шлифовка поверхности добавляет "затертости" базовому рисунку, вплоть до полного отсутствия повторяемости (потери узора)
{kind=link}
Размеры и вес некоторых трубок, производимых ООО "М-Карбо"
* размеры указаны НОМИНАЛЬНО
** заполнение ведется по мере накопления статистики, информация обновляется
*** по состоянию на 2025г собрана информация примерно о 160 размерах трубок (фактический вес на фактический внешний диаметр 1м трубки). Данные предоставим по запросу
| Внут х Внеш диам, мм | Толщина стенки, мм |
Вес 1 метра, г +/- 5% |
Максимальная длина намотки, мм | |
| 1 | 6х10 | 2,0 | 80 | 2500 |
| 2 | 8х9,8 | 0,9 | 40 | 1500 |
| 3 | 8х10 | 1,0 | 49 | 1500 |
| 4 | 10х11,5 | 0,7 | 39 | 2550 |
| 5 | 10х12 | 1,0 | 57 | 2550 |
| 6 | 10х14 | 2,0 | 120 | 2550 |
| 7 | 12х16 | 2,0 | 136 | 2550 |
| 8 | 13х15 | 1,5 | 72 | 2550 |
| 9 | 14х16 | 1,0 | 80 | 2550 |
| 10 | 14х19 | 2,5 | 205 | 2550 |
| 11 | 15х19 | 2,0 | 166 | 2550 |
| 12 | 16х18 | 1,0 | 78 | 2550 |
| 13 | 16х20 | 2,0 | 170 | 2550 |
| 14 | 17х19 | 1,0 | 91,5 | 2550 |
| 15 | 17х20 | 1,5 | 141 | 2550 |
| 16 | 18х24 | 3,0 | 310 | 2550 |
| 17 | 20х22 | 1,0 | 105 | 2550 |
| 18 | 20х24 | 1,0 | 120 | 2550 |
| 19 | 22х25 | 1,5 | 178 | 2550 |
| 20 | 22х26 | 2,0 | 236 | 2550 |
| 21 | 22х27 | 2,5 | 292 | 2550 |
| 22 | 23х25 | 1,0 | 120 | 2750 |
| 23 | 24х30 | 3,0 | 387 | 4150 |
| 24 | 25х27 | 1,0 | 122 | 4150 |
| 25 | 26х29 | 1,5 | 203 | 4150 |
| 26 | 27х30 | 1,5 | 205 | 4150 |
| 27 | 28х32 | 2,0 | 306 | 4150 |
| 28 | 29х35 | 3,0 | 484 | 4150 |
| 29 | 63х66 | 1,5 | 483 | 4150 |
| 30 | 95х99 | 2,0 | 937 | 4150 |
Прием заказов и логистика:
- любой поступивший к нам запрос является ценным и обрабатывается индивидуально
- наша почта info@m-carbo.ru
- обычно отвечаем сразу, но иногда для ответа нужно больше времени
- готовность заказа от 5 до 20 рабочих дней после оплаты, в зависимости от сложности и количества продукции
- заказ доставляем Деловыми Линиями или через СДЭК, при необходимости - нашим транспортом
- некоторые из товаров и проектов размещаем в инстаграм: @m.carbo
- детальная контактная информация - здесь